1) Příprava výroby pro CNC stroje s využitím CAD / CAM
Příprava výroby v CAD / CAM systémech je dnes již běžnou záležitostí a bez výhod, které tyto systémy přinášejí by byla výroba složitější, pomalejší, neefektivní a méně přesná. Pro výrobu a přípravu výroby na CNC strojích jsou určeny systémy CAM, ovšem firmy, které např. vyrábějí na zakázku z cizí dokumentace, dostanou často jako podklad jen výkresy v PDF, nedostanou zdrojové 3D modely dílců a jsou postaveny do situace, kdy je potřeba tento 3D model vytvořit vlastními silami podle dodaných výkresů, aby bylo možno do CNC stroje odeslat potřebná data. Technolog pak potřebuje mít k dispozici nejen vlastní CAM pro samotnou výrobu, ale i nějaký CAD, aby mohl vytvářet zdrojová CNC data. 2D technologie, jako děrování (vysekávání) a laserové řezání (vypalování) rovinných tvarů si vystačí s 2D CADem, ale na 3D laser, a ohraňovací lis je potřeba mít 3D CAD. Jelikož konkrétní výroba bývá často spojena s konkrétním strojovým vybavením, jako příklady CAM software jsou dále v textu použity CAM nástroje, proprietární software TruTops CAD a TruTops Nest od firmy Trumpf dodávané se stroji této značky. TruTops CAD má sice v názvu "CAD" a jedná se o software, které umožňuje 2D kreslení, ale není primárně určen pro navrhování výrobků z plechu a následné generování výkresové dokumentace, je určen pro překreslení tvaru plechu a pro automatické vygenerování CNC dat pro děrovací lis, nebo pro řezací laser. Pro děrování, nebo řezání 1 ks výrobku je možno vygenerovat finální formát dat pro CNC stroj, ale pro výrobu více kusů, pro seskládání potřebného počtu kusů do tabulí plechu je nutno použít další CAM software TruTops Nest. TruTops Nest je CAM software pro skládání výlisků, nebo výpalků do tabulí plechu a nejen že generuje data pro děrovací lis, nebo pro řezací laser, ale nabízí automatizaci rozložení dílců v tabuli plechu tak, aby vznikal co nejmenší odpad a mimo vše jiné, podle nastavených parametrů také vypočítává strojní časy výroby a tím je nepostradatelným pomocníkem pro výrobní kalkulace a cenové nabídky. Technolog a i operátoři na konkrétních strojích pak mají k dispozici ještě samostatné CAM software pro jednotlivé technologie TruTops Laser pro laser, TruTops Punch pro děrovací lis a TruTops Bend pro ohýbání. V současnosti firma Trumpf nabízí i komplexní CAM software TruTops Boost, zahrnující možnosti přípravy výroby pro děrování, řezání laserem a ohýbání na ohraňovacím lisu.
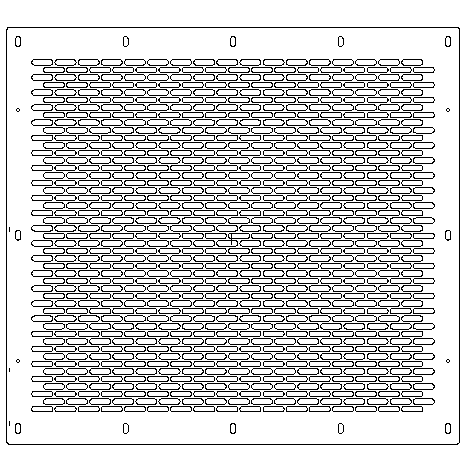
1) Příprava výroby plechového dílce pouze vyřezávaného (vypalovaného) 2D laserem. Pro přípravu takového dílce stačí 2D CAD
2) Zkreslení zdrojového podkladu ve 3D CADu pro řezání (vypalování) laserem a následné ohýbání na ohraňovacím lisu
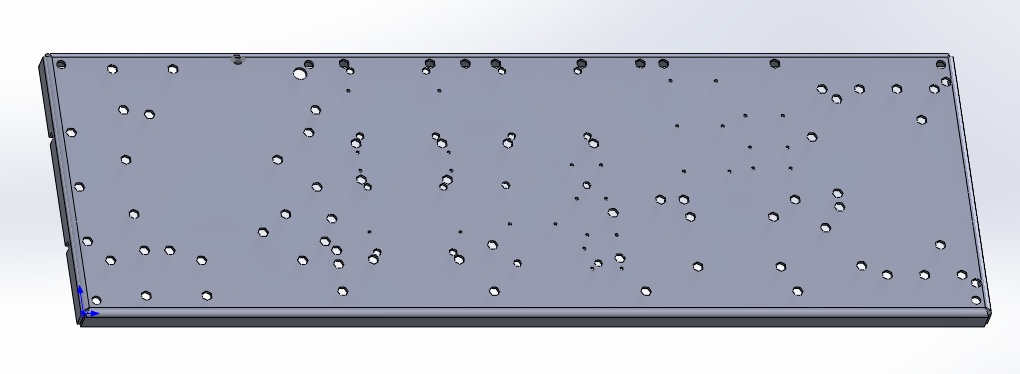
3) Zkreslení zdrojového podkladu ve 3D CADu pro děrování (vysekávání) plechu na děrovacím lisu
4) Export dat do 2D pro děrování (vysekávání) plechu na děrovacím lisu – CAM TruTops, data pro CNC
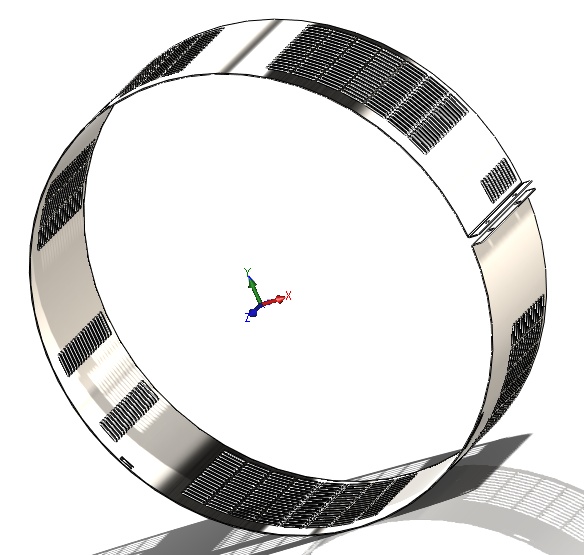
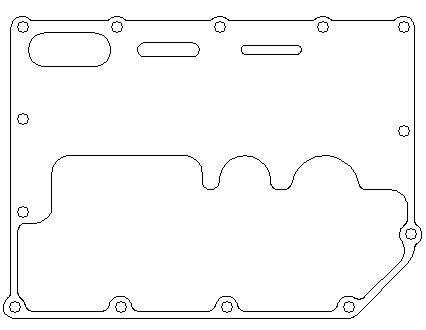
5) Zkreslení zdrojového podkladu ve 3D CADu pro děrování (vysekávání) oválných děr na děrovacím lisu a následné ohýbání a zkružování
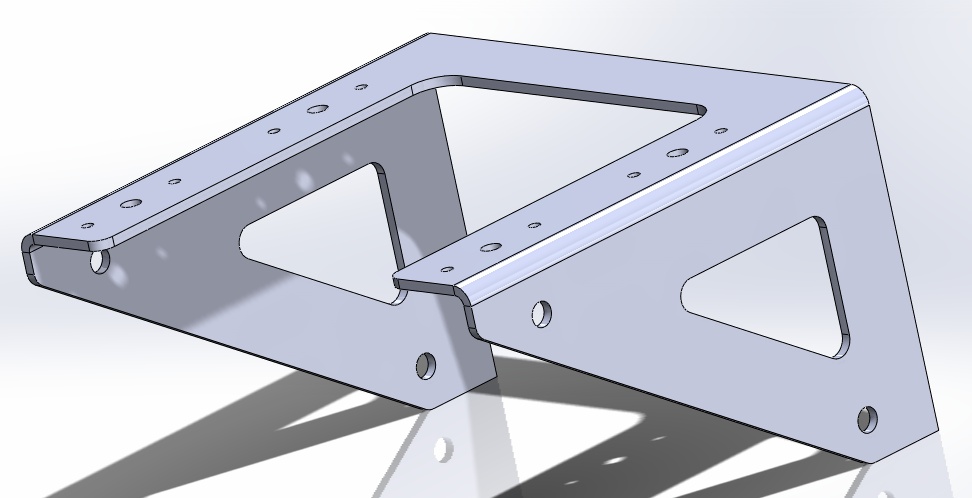
6) Zkreslení zdrojového podkladu ve 3D CADu pro řezání (vypalování) laserem a následné ohýbání na ohraňovacím lisu
 7) Zkreslení zdrojového podkladu ve 3D CADu pro děrování (vysekávání) děr pro šestihranné matice na děrovacím
lisu a následné ohýbání na ohraňovacím lisu
7) Zkreslení zdrojového podkladu ve 3D CADu pro děrování (vysekávání) děr pro šestihranné matice na děrovacím
lisu a následné ohýbání na ohraňovacím lisu
2) Obrábění a tváření plechových dílců na CNC strojích
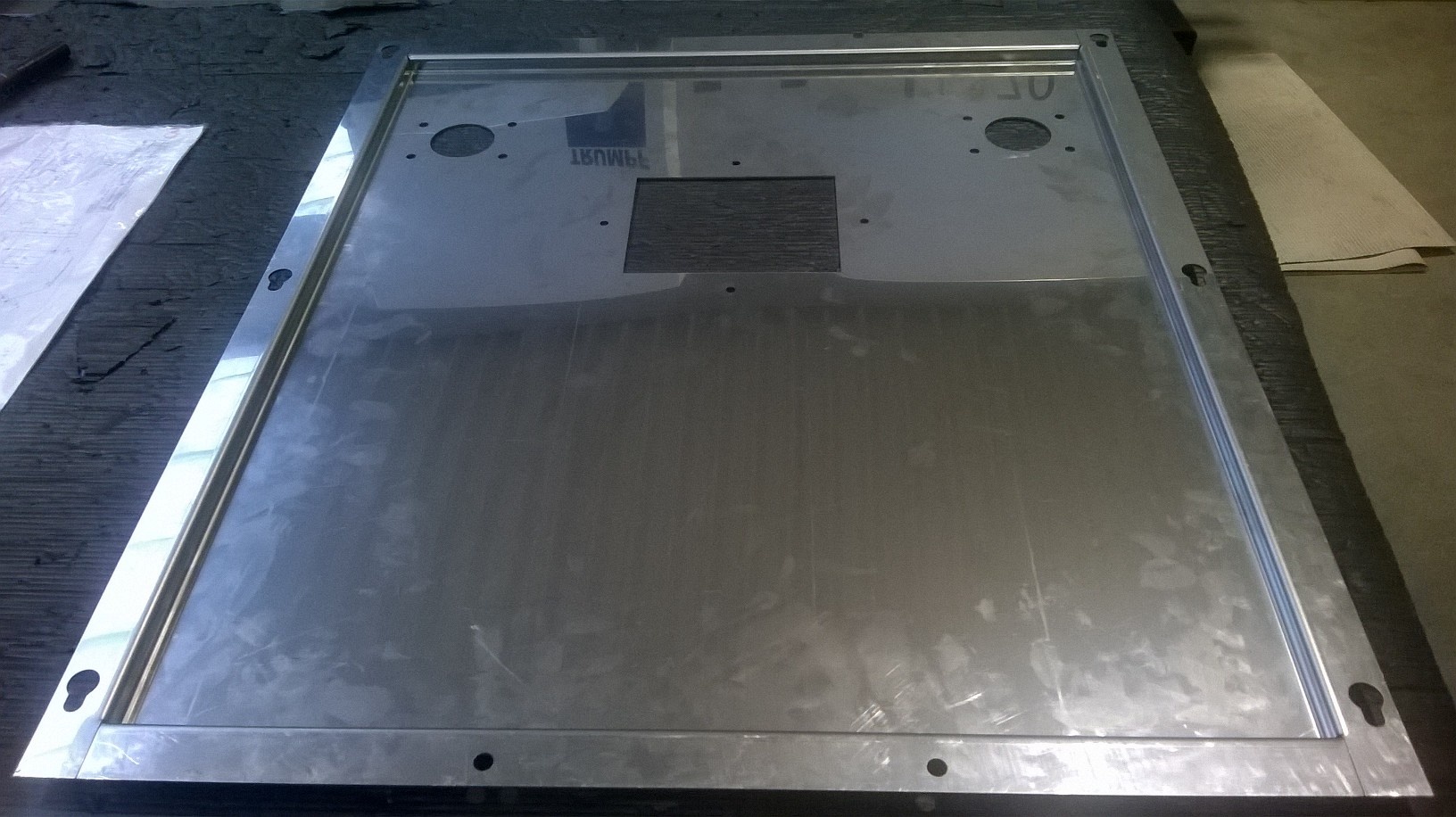
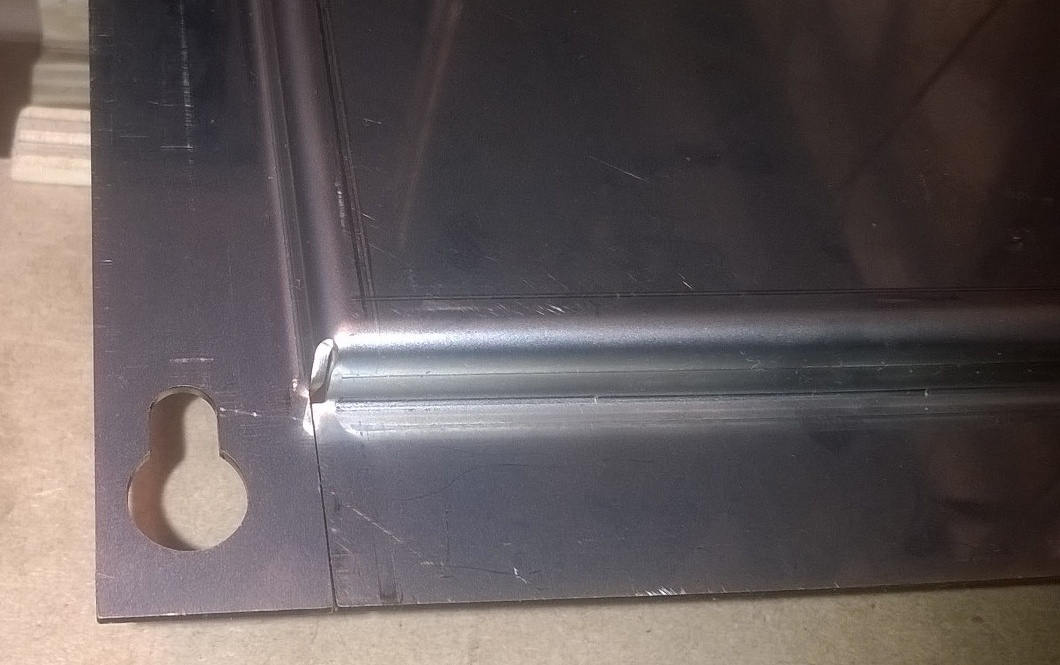

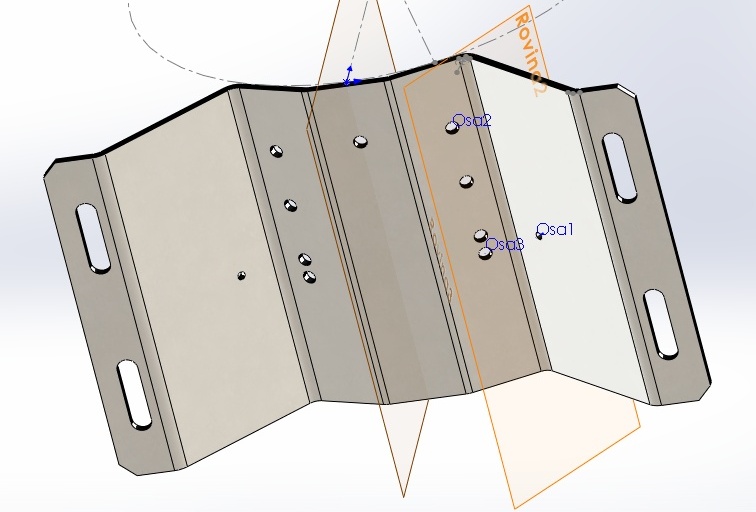
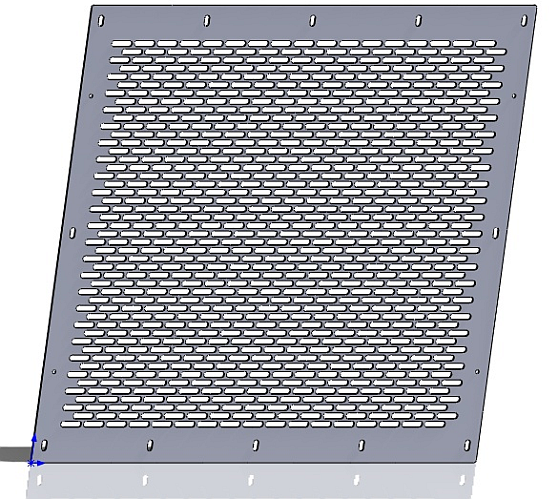
Na snímcích je první kus odlaďované série dílců, kryt elektropanelu z leštěné "nerezi" ČSN 17 240 / DIN 1.4301, s předvypálenými otvory z 2D laseru a následně s ohýbáním lemů na ohraňovacím lisu. U dílce takovéhoto druhu je důležité, aby lemy v rozích lícovaly s dostatečnou přesností a musí lícovat v rovině montáže na panel. Mezi lemy jednotlivých stran lze dosáhnout mezer šířky od 0,3 do 0,5 mm, rozteče os předvypálených děr pro šrouby dle požadavku z výkresu nepřekročí toleranci +/- 0,5 mm. Při dobře odladěném ohýbacím programu je možno dosahovat vysoké přesnosti výsledných výrobků, už první kus je použitelný jako sériový výrobek a tudíž buď nevznikají vůbec žádné materiálové ztráty, nebo je možné je omezit na minimum.